
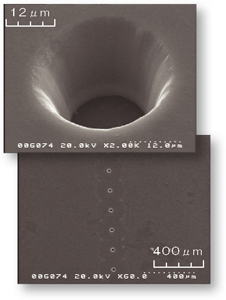
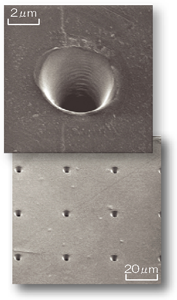
• 15~50μm径の超微細穴を加工
• 最大100mm□内最大約100万個を30~500secで加工(最速0.1ms以下/穴)
• 穴位置精度<±0.5μm、穴径精度<±0.5μm
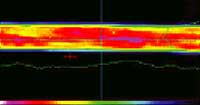
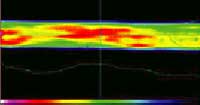
• レーザプロファイルの変動による影響を受けない。
• シンプルな光学系により、調整が容易。
紫外線レーザにより、熱影響のない樹脂加工が可能。
| レーザの種類 | 波長 (nm) |
光子エネルギー (kcal/mol) |
|---|---|---|
| CO_{2} | 10600 | 2.7 |
| YAG | 1064 | 27 |
| SHG-YAG | 532 | 54 |
| THG-YAG | 355 | 81 |
| KrF エキシマレーザ | 248 | 114 |
| 結合の種類 | 解離エネルギー (kcal/mol) |
|---|---|
| C-C | 80 |
| C-H | 98 |
| C=C | 145 |
| C≡C | 198 |
CO_{2}レーザなどは、長波長のため限界の集光径が大きく、熱加工でコゲ・溶けが生じるため、加工径は50μm径が限界。
紫外線レーザは高光子エネルギーにより、直接C-C結合を切断する。
• 大出力紫外線レーザのエキシマレーザとマイクロレンズの多数配列により、多数穴一括加工が可能。
• マイクロレンズ上をビームスキャンすることにより、
最大100mm□領域の最大約100万穴を、30~500secで加工。(最速0.1ms以下/穴)
• 高精度マイクロレンズアレイにより、穴位置精度<±0.5μm。
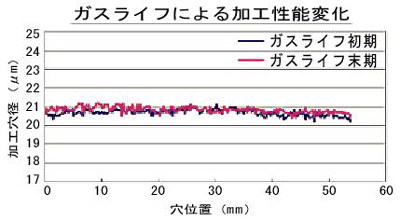
• ビーム揺動システムにより、高穴径精度<±0.5μm。
• 光学系によらない、ビームプロファイル均一化。高精度加工が可能。
• シンプルな光学系により、従来技術より光学調整が容易。
• ビーム揺動システムにより、エキシマレーザのビーム品質変化の影響を受けず、長期間安定した加工が可能。
レーザ事業に関するお問い合わせ
第1技術部
お電話でのお問い合わせ 042-542-7100